 Being of modular design, the continuous vacuum furnace may be designed in many configurations. One of the most popular configurations is the multi-zone continuous vacuum furnace. It consists of 3 modular chambers: a load/evacuation chamber, a heating chamber, and a quench chamber.
Being of modular design, the continuous vacuum furnace may be designed in many configurations. One of the most popular configurations is the multi-zone continuous vacuum furnace. It consists of 3 modular chambers: a load/evacuation chamber, a heating chamber, and a quench chamber.
This type of vacuum furnace is unique in that it simulates the philosophy of an atmosphere conveyor belt furnace or a hydrogen pusher furnace. Workloads are essentially conveyed through a multi-zone heating chamber under vacuum so there is no atmosphere to control. The heating chamber is isolated from the loading and quenching chambers by vacuum or pressure doors. The heating chamber therefore remains extremely pure, under vacuum and at temperature, not exposed to room air unless maintenance is required. Isolation from room air and humidity and coupled with the fact that the heat chamber is not thermally cycled, this results in lower maintenance and long life of the heat chamber components.
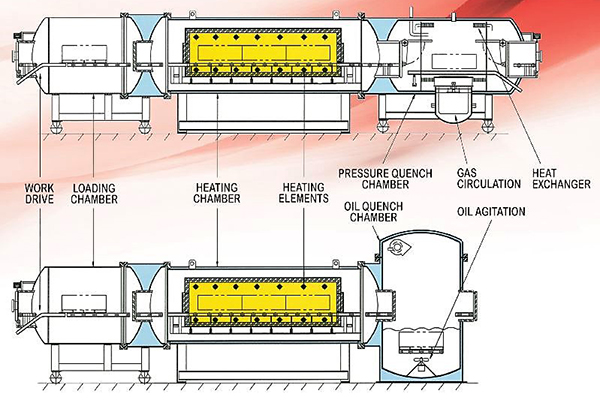 Workloads are indexed and heated through a multi-position heating chamber. Upon soaking for the appropriate time and at the appropriate temperature, the workload in the last heating position is transferred smoothly and quickly to the quench chamber through an internal door. The quench chamber may be of oil or pressure quench design depending upon the application. Only the workload is quenched. As the index rate may be as fast as a workload every 10 minutes, the quench rate is very rapid.
Workloads are indexed and heated through a multi-position heating chamber. Upon soaking for the appropriate time and at the appropriate temperature, the workload in the last heating position is transferred smoothly and quickly to the quench chamber through an internal door. The quench chamber may be of oil or pressure quench design depending upon the application. Only the workload is quenched. As the index rate may be as fast as a workload every 10 minutes, the quench rate is very rapid.
Metallurgical Processes
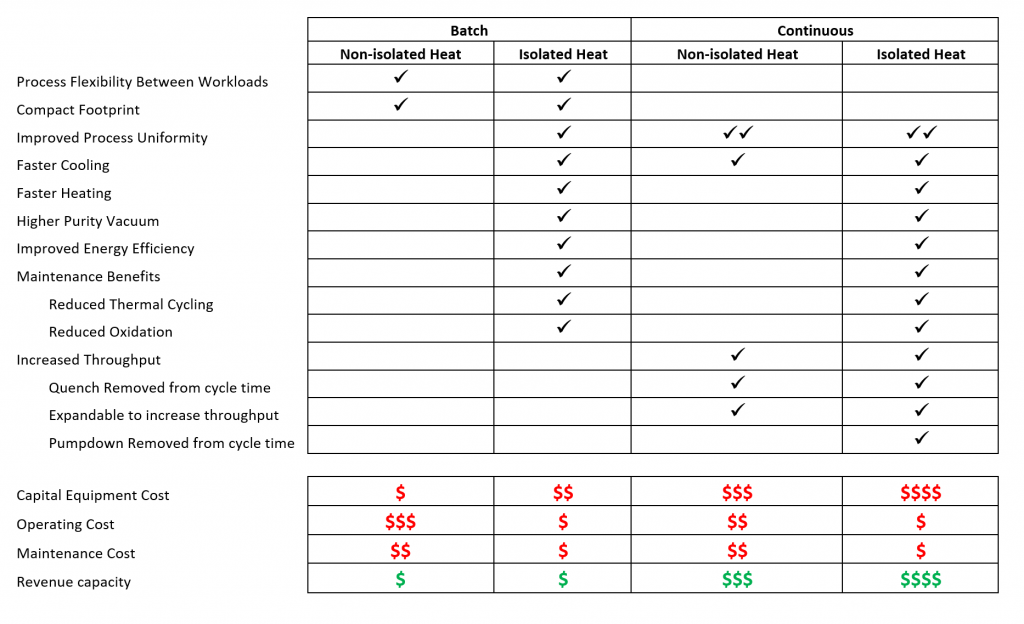
Loading and unloading a continuous vacuum furnace does not interfere with processing and can be accomplished simultaneously. Several loads can be staged at once reducing the attention required from operators. Automatic indexing eliminates the need to program every batch which improves quality control.
In a batch vacuum furnace, the entire insulation assembly must be heated and cooled every cycle. In addition to adding significant energy costs, this increases the time required to thermally soak the workload and slows down quenching. Because the heating portion of a continuous vacuum furnace is held at temperature, only the mass of the work is heated and cooled. This reduces energy consumption and cycle time while also eliminating losses from nozzles and openings required for cooling.
Because the heating portion of a continuous furnace is held under vacuum and at temperature, gas development rates from outgassing and desorption are allowed to decay to very low levels. This reduces contamination from atmospheric moisture and allows for a purer environment without the need to bakeout the furnace between cycles.
Another significant advantage of continuous vacuum processing is reduced thermal wear on consumable refractory materials. Thermal cycling leads to ratcheting, distortion, and premature oxidation. The intrinsic thermal stability and purity of a continuous vacuum furnace reduces spare part cost and maintenance down time.
Because of the larger loads required to achieve production rates in a batch vacuum furnace, it can be difficult to achieve thermal uniformity during transient heating and cooling. The reduced load size in a continuous vacuum furnace means that parts experience a much more uniform thermal profile without sacrificing throughput.
Smaller load sizes reduce the footprint required to load and unload the furnace. Small loads are easier to maneuver and align making continuous vacuum an ideal choice for integration with automated production facilities without sacrificing throughput.
Email Us Now About Gasbarre Continuous Vacuum – Multizone Vacuum Furnaces
Call Today @ 401.467.5200
View Gasbarre’s Continuous Vacuum – Multizone Furnace Brochure