by: Mark Saline – President of Sinterite & CI Hayes Divisions
Metal additive manufacturing or metal 3D printing are terms that everyone in the metal-processing industry is seeking to understand. The “what” and the “how” are becoming clearer every day. However, new advancements seem to occur almost daily with no real end in sight.
The question that has yet to be answered for many is, “How will this affect my business and when?” Additive manufacturing has been labeled a global disruptive technology for a multitude of different industries, deeming the question valid. Yet the answer is unclear.
Many companies are throwing their hat in the ring by either developing their own printing equipment or purchasing equipment to try to stay ahead of the curve. The two main technologies utilized in metal 3D printing are high-temperature laser-jet and binder-jet printing. The two technologies produce highly complex components by the deposition of ceramics or metals. The benefits are shortened prototype development time and shortened build times of final components.
The use of metal or ceramic powders in the production of components is not uncommon. An entire powder-metal industry is focused on producing components from metal or ceramic powders by pressing and sintering (PM), powder injection molding (PIM/MIM) and now additive manufacturing (AM). The products from these manufacturing methods supply many business sectors, including automotive, lawn and garden, hand tools and medical devices as well as many others.
The Metal Powder Industries Federation (MPIF) reports that the average PM content in North American passenger vehicles in 2017 was approximately 45 pounds (20.4 kg). The number has been driven up from 43 pounds (19.5 kg) over the last 10 years by a move from sedans to a demand for large SUVs and trucks. The expectation is that this number will shrink over the coming years due to lightweighting initiatives, smaller engines and electric vehicles.
Additive manufacturing surely will play a part in lightweighting initiatives now and in the future. Although no current data supports information on the use of AM in passenger vehicles, there are a variety of outlets reporting on prototype components being tested. Product development for noncritical components seems to be leading the way.
The three metal-powder processes – PM, PIM/MIM and AM (specifically 3D binder-jet printing) – have the similarities of producing “green” components that subsequently require the removal of a binder or lubricant followed by sintering. PIM/MIM and 3D binder-jet printing are most closely aligned and can utilize anywhere between 2-50% binder. In many cases, the product requires a two-stage debind, where the debind process consists of a chemical/solvent debind followed by a thermal debind and then sintering.
Some binder-jet materials and printers are utilizing only a single-stage binder that eliminates the chemical/solvent debind process. The binder is typically organic in nature, allowing thermal debind to occur at the early stages of the sintering process, typically at temperatures of 200-600°C (392-1112°F). At these temperatures, the binder is off-gased in the form of a carbonaceous vapor. If an oxidizing environment is provided, the carbon will combine with oxygen and remain in gaseous form as it evacuates the furnace.
Wikipedia defines sintering as “the process of compacting and forming a solid mass of material by heat or pressure without melting it to the point of liquefaction.” No melting of the metal powders occurs in the process. However, the bonding of the metal particles occurs through a process called solid-state diffusion. The diffusion process occurs at temperatures below the material’s melting point.
The final properties of these products are highly dependent on the sintering process because it sets the microstructure and the final density of the component. Significant shrinkage must occur during sintering to achieve the required 95-99% relative densities. The sintering processes for higher-volume components will generally occur in electric, high-temperature pusher-style furnaces or vacuum furnaces that can achieve the sintering temperature range of 1200-1600°C (2192-2912°F), depending on the material to be sintered.
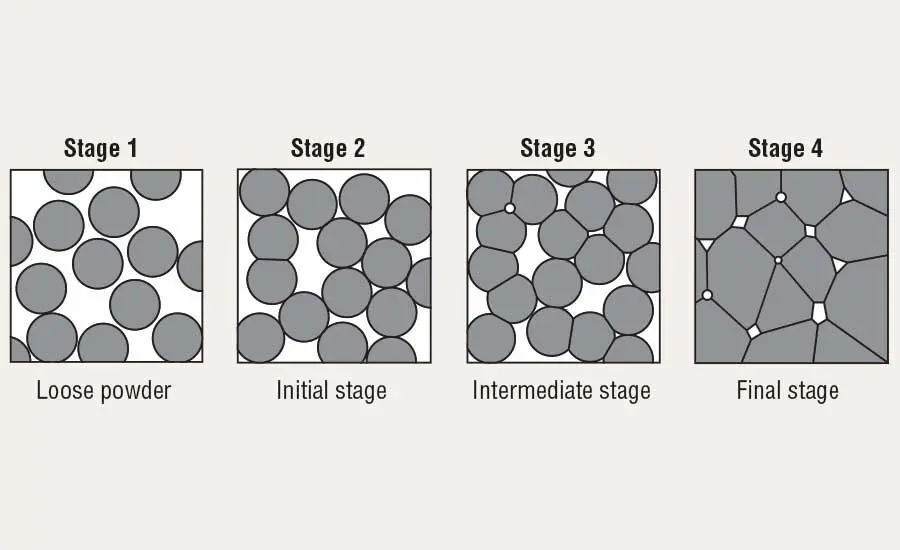
Lower-volume prototype components may be sintered in a tube furnace or a manual pusher furnace. Extended time at elevated temperatures produces pore shrinkage between the powder particles, pore rounding and growth among the adjoining particles providing the 14-20% shrink rates (Fig. 1). At this point, the final microstructure is set unless additional thermal treatments are applied.
Furnace and atmosphere selection are based on the materials being sintered. High-temperature pusher furnaces satisfy the requirements for a large portion of the materials processed, such as carbon steels and stainless steels. Atmosphere control in the furnace is critical to the sintering process. Furnace atmospheres typically range from hydrogen-nitrogen, pure hydrogen, argon and vacuum.
In a pusher-style furnace, a positive-pressure, dry, reducing atmosphere is required because metal-powder particles typically have a thin layer of oxide that must be removed to allow particle bonding to occur. Hydrogen in the atmosphere breaks down the oxide and is evacuated from the furnace as water vapor. Atmosphere dew points should be -40°C and below depending on the materials being sintered.
Sintering in a vacuum furnace provides the purest of atmospheres. Oxides and impurities are evaporated and removed from the furnace, which provides enhanced sintering and a cleaner microstructure. Subatmospheric partial pressures can improve the efficiency of sintering reactions.
Materials requiring the cleanest of atmospheres and higher sintering temperatures (e.g., tool steels, stainless steels, highly reactive materials and exotic alloys) lend themselves to vacuum sintering. Vacuum furnace designs allow for both small- and large-batch processing. Continuous vacuum furnaces allow for continuous processing of higher-volume products.
The continuous vacuum furnace has multiple chambers that the product steps through. The beauty of this furnace is that the heat chamber is always under vacuum and at temperature (Fig. 2). Thermal debinding can be completed prior to vacuum sintering or directly in the vacuum furnace by the use of binder traps to ensure the vacuum pumps remain isolated from the binder.
A variety of debinding and sintering options are available for 3D-printed components. 3D-printing equipment, materials and binders continue to evolve. Future developments in microstructural control may provide the ability to tailor specific microstructures to multiple areas of a single component.
Printing speeds and component production rates will continue to increase. However, the science behind the sintering process (i.e., time, temperature and atmosphere) remains unchanged. Material requirements will continue to drive the selection of the type of sintering equipment and atmosphere. Sintering will continue to be a process for the development of the final microstructures, densities and strengths of materials.
Additive manufacturing offers the ability of increased part complexity, customized material properties and shorter lead times. The technology is and will continue to be disruptive. It will eventually settle in as another tool in the metal-processing toolbox.
If you want to learn more, let us know! Contact Mark at 814.834.2200 or e-mail him at [email protected]. Mark has over 20 years of applications experience as a metallurgist in powder metal plants and would love to hear from you.